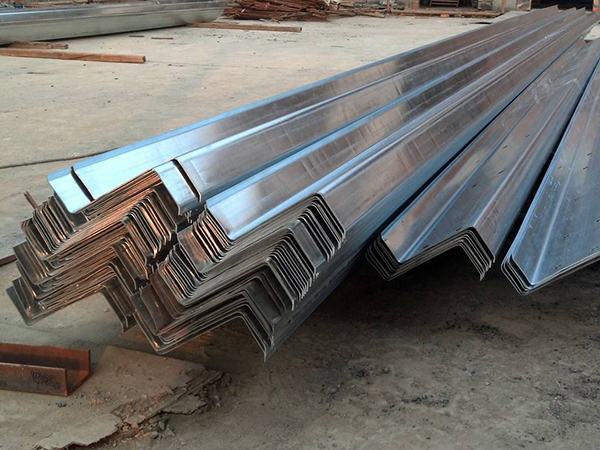
兰州钢结构厂家的来了解一下有关钢结构加工的制做步骤,很感兴趣的小伙伴们一起来了解一下吧。
1.施工放样、号料
(1)施工放样
兰州钢结构加工工艺中的..道工艺过程,是依据商品施工节点详图或零、构件样图规定的样子和规格,按1:1的占比把商品或零、构件的实体线画在施工放样台或平板电脑上,求得实长并做成样版的全过程。
內容:核查工程图纸的安裝规格和孔位;以1:1的详图释放连接点;核查各一部分的规格;制做样版和样杆做为开料、卷制、铣、刨、制孔等加工的根据。用0.50~0.75mm的白铁皮或塑胶板制做样版,用杆身、钢皮或扁钢制做样杆,当长短较短时间能用木尺杆。样杆、样版应妥当储存,直到工程项目完毕后才可消毁。加工容量3~5毫米(电焊焊接收拢量、激光切割、铣端),容许误差±毫米。现阶段,大部分厂家运用数控加工技术开展施工放样和号料。

(2)号料(画线)
依据样版在不锈钢板材上绘制预制构件的式样,并加上各种各样加工标记,为不锈钢板材的激光切割开料作提前准备。工作职责:查验核查原材料;在原材料上划到激光切割、铣、刨、弯折、打孔等加工部位,打冲标明出零件的序号等。
集中化号料法、套料软件法、统计分析测算法、尾料统一号料法
2、激光切割(开料)
激光切割是将施工放样和号料的零件样子从原料上开展开料分离出来。常见的激光切割方式有:氧割、机械设备激光切割(裁切、锯切)和等离子切割机三种方式。
运用钢结构加工co2与易燃气体混和造成的加热火苗加温金属表层 做到点燃溫度并使金属材料产生强烈的空气氧化,释放很多的热增进下一层金属材料也自主点燃,另外通以髙压co2水射流,将金属氧化物吹除而产生一条窄小而齐整的切缝。
氧割法机器设备灵便、花费便宜、高精度,能激光切割各种各样薄厚的不锈钢板材,尤其是带曲线图的零件或碳钢板,是现阶段应用普遍的激光切割方式。根据冲剪、钻削、摩擦等机械设备来完成。运用高溫髙速的低温等离子焰流将创口处金属材料以及金属氧化物熔融并刮走来进行激光切割,能激光切割金属材料,尤其是溶点较高的不锈钢板及少有金属铝、铜等。
3.成形
依据兰州钢结构加工的设计方案规定,运用加工机器设备和工作服模貝把板才或槽钢弯做成形的加工工艺方式。一般有冷拔和热弯二种方式。
(1)冷拔。厚钢板或槽钢冷拔的加工工艺方式有滚圆机滚弯、压力机折弯及其顶弯、折弯加工等,各种各样加工工艺方式均应按铝型材的横截面样子、材料、规格型号及弯曲半径制做相对的胎盘,并且经过试弯符合规定后才准宣布加工。冷拔后零件的随意规格的容许误差应合乎相对的要求。
(2)热弯。也称煨弯,是将不锈钢板材加温到1000℃~1100℃(暗黄色)时马上开展煨弯,并在500℃~550℃(暗灰黑色)以前完毕。不锈钢板材加温如超出1100℃,则晶格常数可能产生裂缝,原材料变脆,导致品质大幅度减少而不可以应用;如小于550℃,则不锈钢板材造成蓝脆而不可以**煨弯的品质,因而一定要把握好加温溫度。
4.纠正
不锈钢板材在储放、运送、吊装和加工成形全过程中会形变,务必对不符标准规范的不锈钢板材、预制构件开展纠正。钢结构的纠正,是根据外力作用或加温功效驱使不锈钢板材反形变,使不锈钢板材或预制构件做到标准规范规定的竖直或几何图形样子。
纠正的方式:火苗纠正(亦称热纠正)、机械设备纠正和手工制作纠正(亦称冷纠正)。
火苗纠正
运用火苗对不锈钢板材开展部分加温,被加温解决的金属材料因为澎涨遇阻而造成缩小塑性形变,使较长的碳化硅晶须制冷后减少而进行的。危害纠正实际效果的要素:火苗加温部位、加温的方式、加温的溫度。火苗纠正加温的溫度:针对高碳钢和一般高合金钢为600~8000C。

机械设备纠正
是根据专用型纠正机所有权弯折的不锈钢板材在外力下造成过多的塑性形变,以做到竖直的目地。拉伸机纠正:用以金属薄板歪曲、槽钢歪曲、无缝钢管、热轧带钢、线缆等的纠正。压力机纠正:用以板才、无缝钢管和槽钢的纠正。多辊纠正机:用以铝型材、板才等的纠正。
手工制作纠正
选用捶击的方式开展,实际操作简易灵便。因为纠正力小、劳动效率大、效率低而用以纠正规格较小的不锈钢板材,或纠正机器设备不便于应用时选用。
5.边沿加工
兰州钢结构加工边沿加工包含:为清理激光切割导致的边沿硬底化而将板边刨去2~4mm;为了很好地**焊接品质而将厚钢板边刨成焊缝;为了很好地安装的准确性及**工作压力的传送,而将厚钢板刨直或铣平。边沿加工方式有:铲边、刨边、铣边和碳弧气刨边。






 当前位置:
当前位置:

 热门推荐
热门推荐










 甘公网安备 62012102000191号
甘公网安备 62012102000191号